

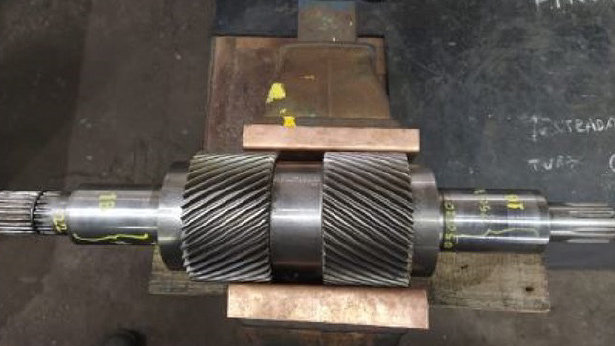
Equipo: Incrementador de turbina a gas
Proceso de reparación: Proyección metalica por arc spray
Material del eje: SAE 4140 – Dureza: 35HRc
Aporte de relleno: Acero inoxidable AISI420 – Dureza 45HRc
Espesor de relleno: 2mm
Temperatura del proceso: No superior a los 80C
SECUENCIA DE REPARACIÓN
1) Premecanizado de la zona a reparar

2) Limpieza y preparacion superficial
Se limpia y granalla con abrasivo logrando una elevada rugosidad para aumentar la adherencia al sustrato del aporte.
4) Aporte
El equipo se encuentra en giro durante la aplicación logrando un espesor de aporte continuo.
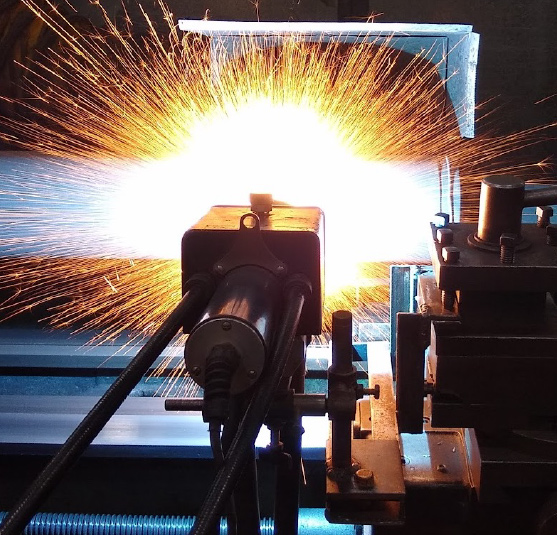
La temperatura es de 80C maxima durante el proceso lo que evita deformaciones o fisuras en el eje.

5) Mecanizado final
El proceso permite el mecanizado por inserto facilitando la teminacion superficial en torno.
Este es debido a:
– Alta adherencia (10000psi con el material base).
– Casi nula porosidad. Tolera altas cargas y presiones.
– Distintas metalurgias que permiten durezas mecanizables.

